


Keil- und Zahnwellen, damit die Verbindung passt!
Keilwellenverbindungen nach DIN 5464 und 5480 finden breite Anwendung im heutigen Maschinenbau und werden zur Übertragung großer Drehmomente mit oder ohne Längenausgleich verwendet.

Zahnrad mit Keilnabe
Zahnwelle mit Evolventen Profil und Lünettensitz

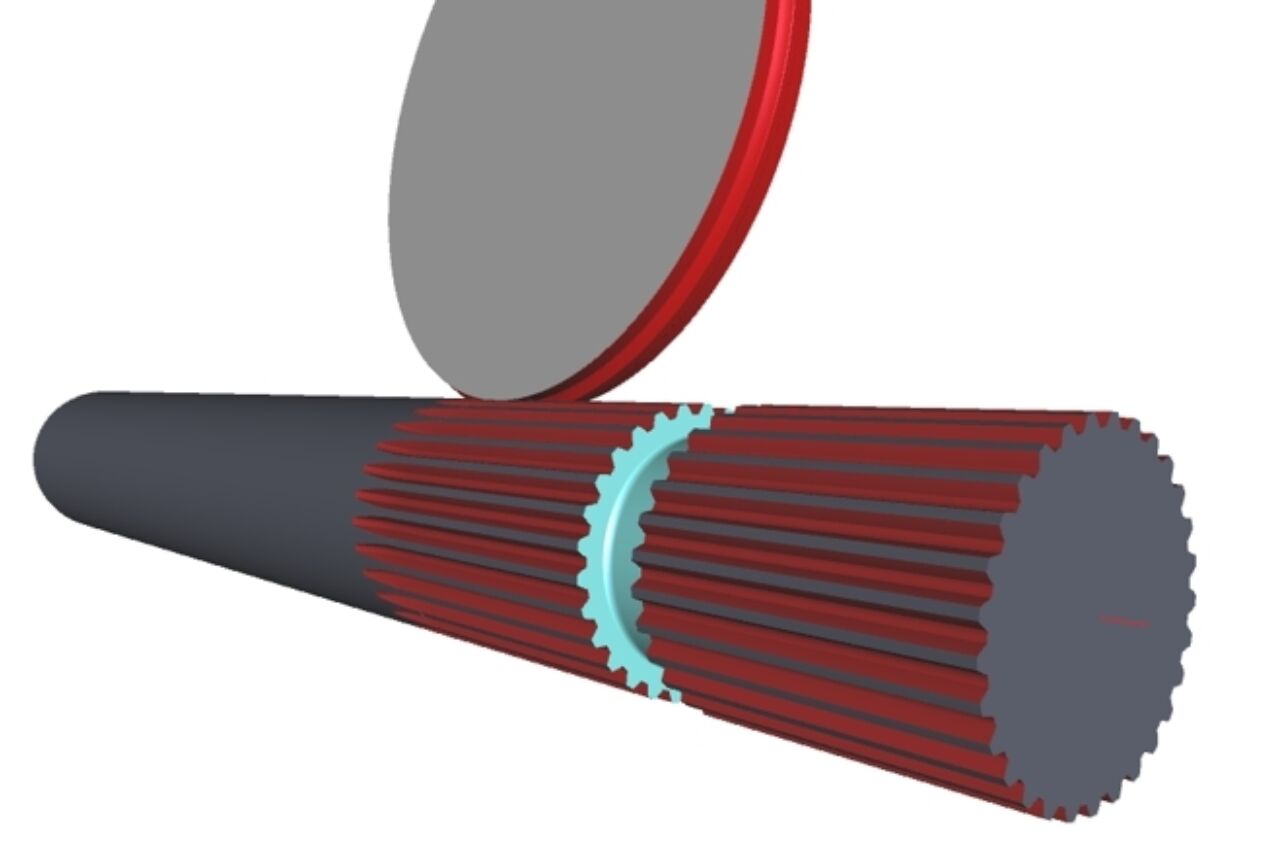
Fig. 5: Unerwünschter Auslaufradius der Lücke (1) da zu grosser Durchmesser der Schleifscheibe (2) am Auslauf. Hier muss eine kleinere Schleifscheibe zum Einsatz kommen.
In der Regel werden die Keilprofile mit einem Wälz- oder Formfräser gefräst. Ist jedoch eine sehr hohe Genauigkeit erforderlich, werden die Keilwellen geschliffen.
In dem neuen Keilwellenmodul der Schleifsoftware Qg1 werden sowohl Keilwellen mit Keilnaben (Rechteck)- als auch Evolventen Profile für Zahnwellen berechnet und dreidimensional dargestellt. Hinzu kommt die Berechnung dazugehöriger Schleifscheibenform, die anschliessend direkt auf der Maschine abgerichtet und verwendet werden kann.
Neben Kopf- und Fuss Modifikationen können Lager- bzw. Lünetten Sitze geometrisch projiziert und falls erforderlich, auch der Aussendurchmesser der Welle rund geschliffen werden.
Das Besondere dabei ist, dass die berechnete Schleifscheibenform sich sowohl auf Einzelnute, Doppelnute oder auch separat auf beide Flanken aufgeteilt werden kann.
Während bei Doppelnute schnelle Durchlaufzeit im Vordergrund steht, reduziert eine Aufteilung des Schleifens in linke und rechte Zahnflanken den Schleifdruck und verbessert die Kontrolle über den Schleifprozess.
Darüber hinaus ermöglicht diese Strategie den Einsatz von zwei schmaleren Schleifscheiben anstatt einer breiten, für den Fall, dass diese gerade nicht verfügbar ist.
Eine Konformitätserkennung prüft auch, ob die eingesetzte Schleifscheibe zum Werkstück passt. Wenn der Schleifscheibenradius grösser als der Soll-Auslaufradius der Lücke ausfällt, wird eine Warnung ausgegeben und die Schleifscheibe orange eingefärbt.
Bei Sonderformen kann natürlich weiterhin
die gewünschte Zahnform im DXF-Format
eingelesen werden. Darüber hinaus ist es
jetzt möglich, bestimmte Lücken zu überspringen,
und in (Teil-) Segmenten zu
schleifen.
Kategorien
weitere Beiträge
- GrindingHub 2026 - vielen Dank für Ihren Besuch bei SCHNEEBERGER
- GrindingHub NEWS 5/5: Die SCHNEEBERGER Aries NGP schleift und fräst Keramik-Zahnimplantate
- GrindingHub NEWS 4/5: Quinto Qg1 Formreibwerkzeug auf einem neuen Niveau
- GrindingHub NEWS 3/5: Die Sirius NGS von SCHNEEBERGER profiliert Wendeschneidplatten der Spitzenklasse: Gewinde-Insert und Kugellager Einstechwerkzeug
- GrindingHub NEWS 2/5: Das nächste Level der Gewindebohrer-Fertigung mit der SCHNEEBERGER Gemini NGM TAP