


Wälzschälrad profilieren in sieben Schritten
Die richtige Schleifstrategie ist entscheidend beim Profilieren eines Wälzschälrads (Power Skiving Cutter). Die SCHNEEBERGER-Anwendungsprofis geben einen ersten Einblick am Beispiel eines Wälzschälrads, HSS, Ø 108.5 mm, L 19 mm, Z35.
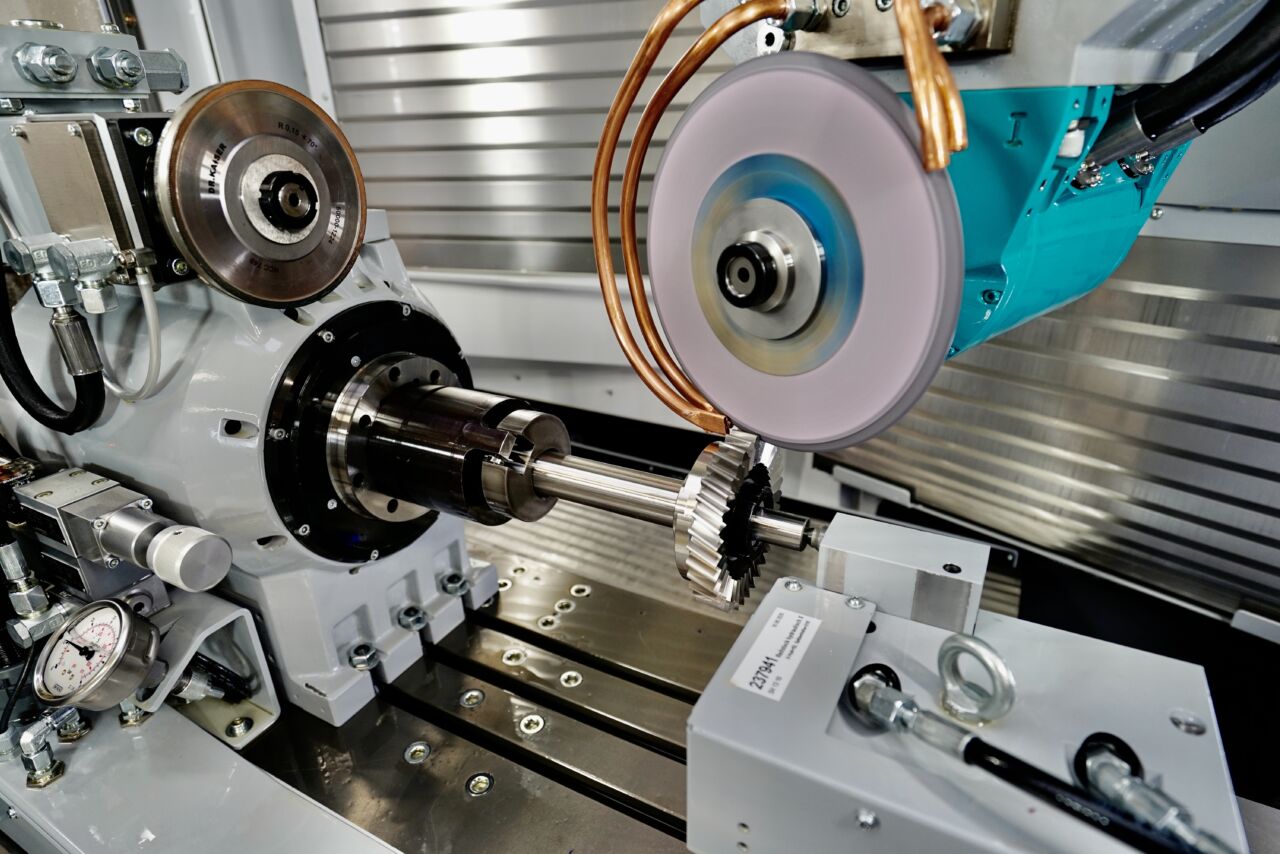
Wälzschälrad profilieren auf SCHNEEBERGER Gemini NGM Linear
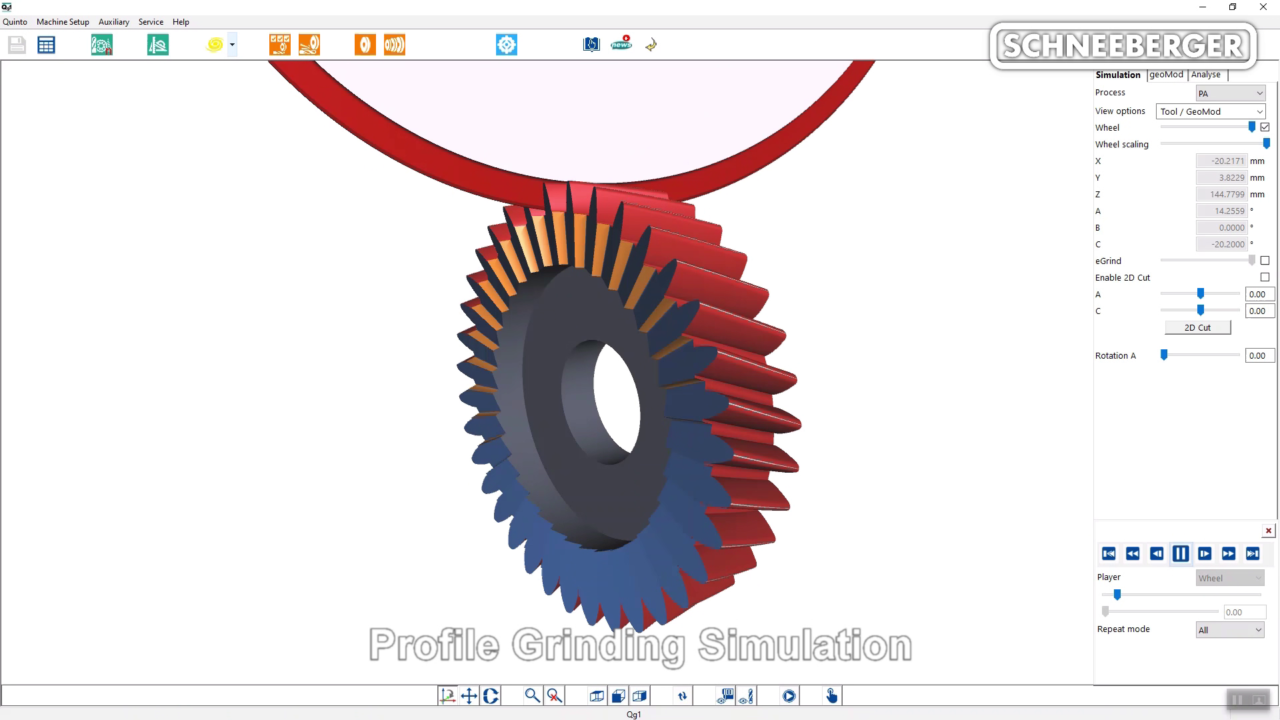
3D-Ansicht des Wälzschälrads in Qg1
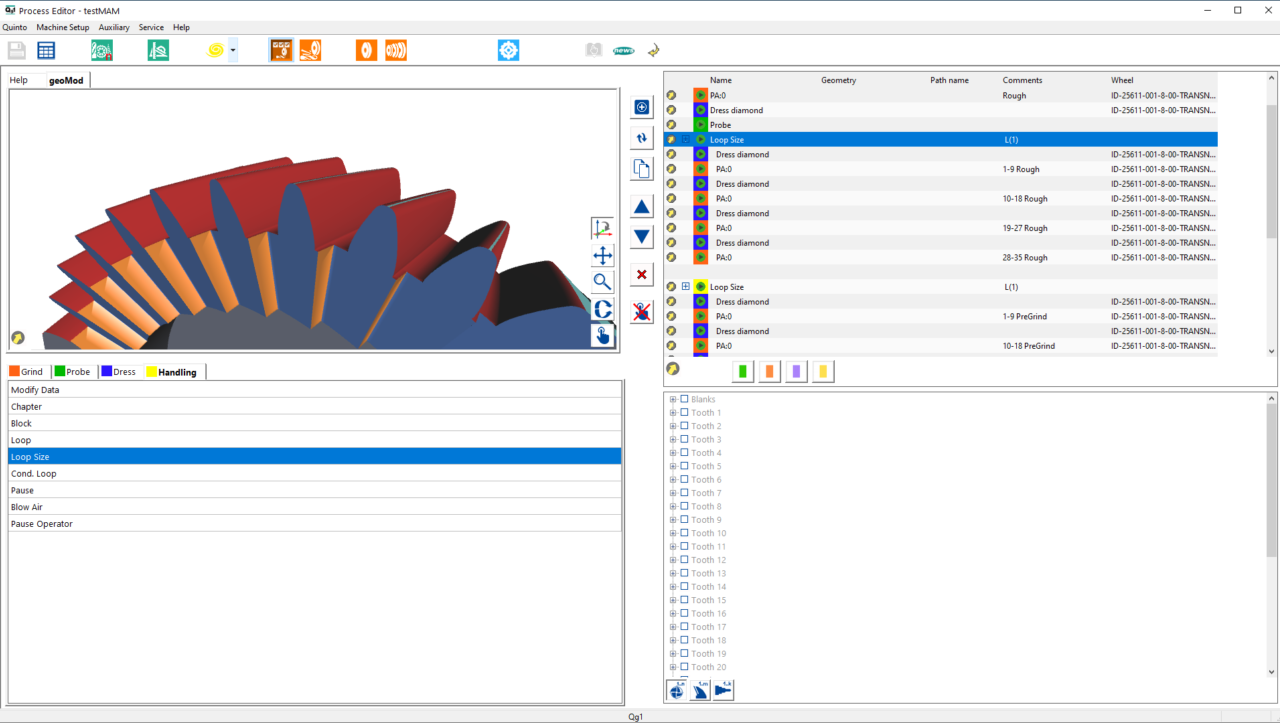
Definition der Schleifstrategie in Qg1

Gemini NGM Linear entspricht allen Anforderungen für das hochpräzise Schleifen von Verzahnungswerkzeug
Power Skiving Produktion auf SCHNEEBERGER Gemini NGM
Der Wälzschälrad Schleifprozess wird in 3 Unterprozesse aufgeteilt; Schruppen, Vorschleifen und Fertigschleifen mit Ausfeuern. Der je nach Modulgröße vorgefräste Rohling wird im Schruppprozess auf ein radiales Übermaß von 0.08 mm geschliffen. Eine Flanke des Wälzschälrades wird mit sechs Durchgängen geschliffen, nach jeweils 9 Zahnlücken wird abgerichtet. Das Vorschleifen erfolgt mit 0.04 mm radialem Übermaß. Pro Flanke wird nun mit 15 Durchgängen geschliffen, die Schleifscheibe wird ebenfalls nach 9 Zahnlücken abgerichtet. Durch die Option fortlaufender Start verschiebt sich der Ausgangszahn um jeweils 11 Zähne. Die frisch abgerichtete Scheibe startet so jeweils an einer andern Zahnposition.
Vor dem finalen Schliff wird die Schleifscheibe ein letztes Mal mit einer höheren Überlappung abgerichtet. Es folgen zwei Durchgängen mit je 0.02 mm Zustellung, 30 Hübe pro Flanke. Danach wird während einem Durchgang mit gleichen Parametern ohne Zustellung ausgefeuert. Die Maschine arbeitet beim Vor- und Fertigschleifen die Zahnpositionen alternierend ab um Teilungssprünge zu eliminieren.
Kategorien
weitere Beiträge
- Gemeinsam mehr erreichen: das SCHNEEBERGER Service Seminar 2026 in CH-Roggwil
- GrindingHub 2026 - vielen Dank für Ihren Besuch bei SCHNEEBERGER
- GrindingHub NEWS 5/5: Die SCHNEEBERGER Aries NGP schleift und fräst Keramik-Zahnimplantate
- GrindingHub NEWS 4/5: Quinto Qg1 Formreibwerkzeug auf einem neuen Niveau
- GrindingHub NEWS 3/5: Die Sirius NGS von SCHNEEBERGER profiliert Wendeschneidplatten der Spitzenklasse: Gewinde-Insert und Kugellager Einstechwerkzeug