


Profiling of Power Skiving Cutter in seven steps
The right grinding strategy is key for skiving cutter profiling. The SCHNEEBERGER application experts provide an initial insight using the example of a power skiving cutter, HSS, Ø 108.5 mm, L 19 mm, Z35.
Profiling of the Skiving Cutter on the SCHNEEBERGER Gemini NGM Linear
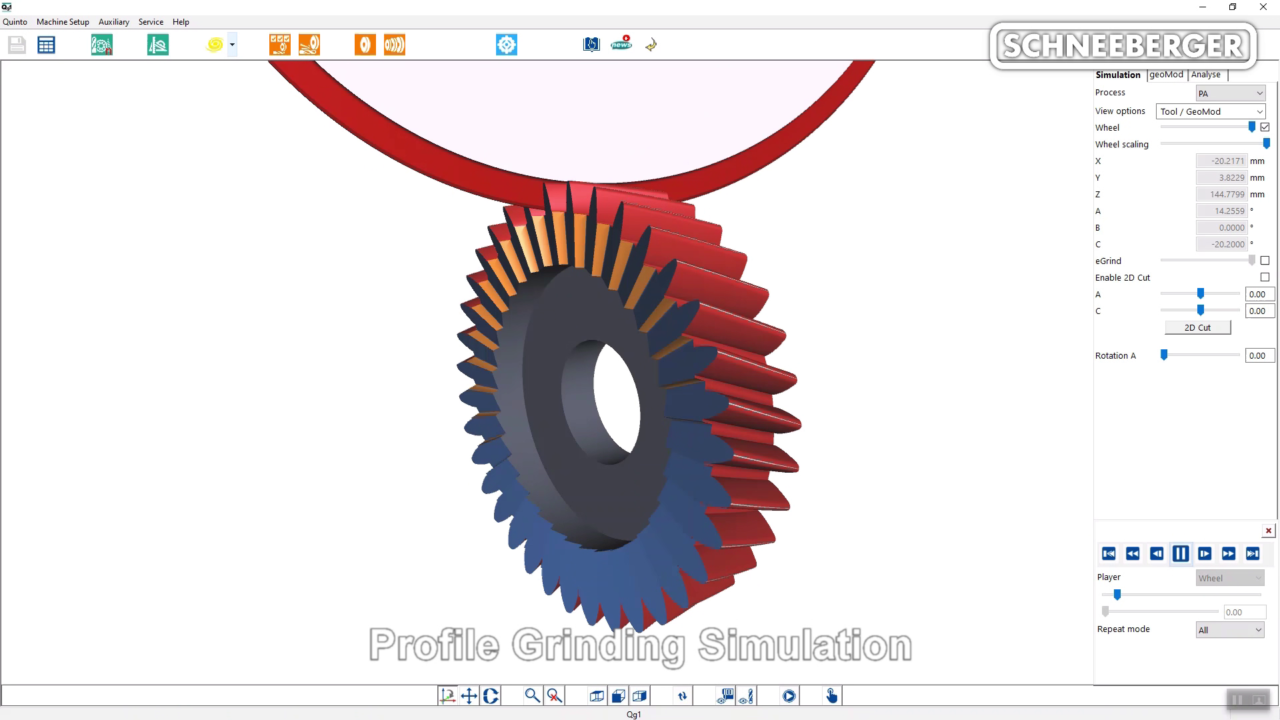
3D-View of the Skiving Cutter in Qg1
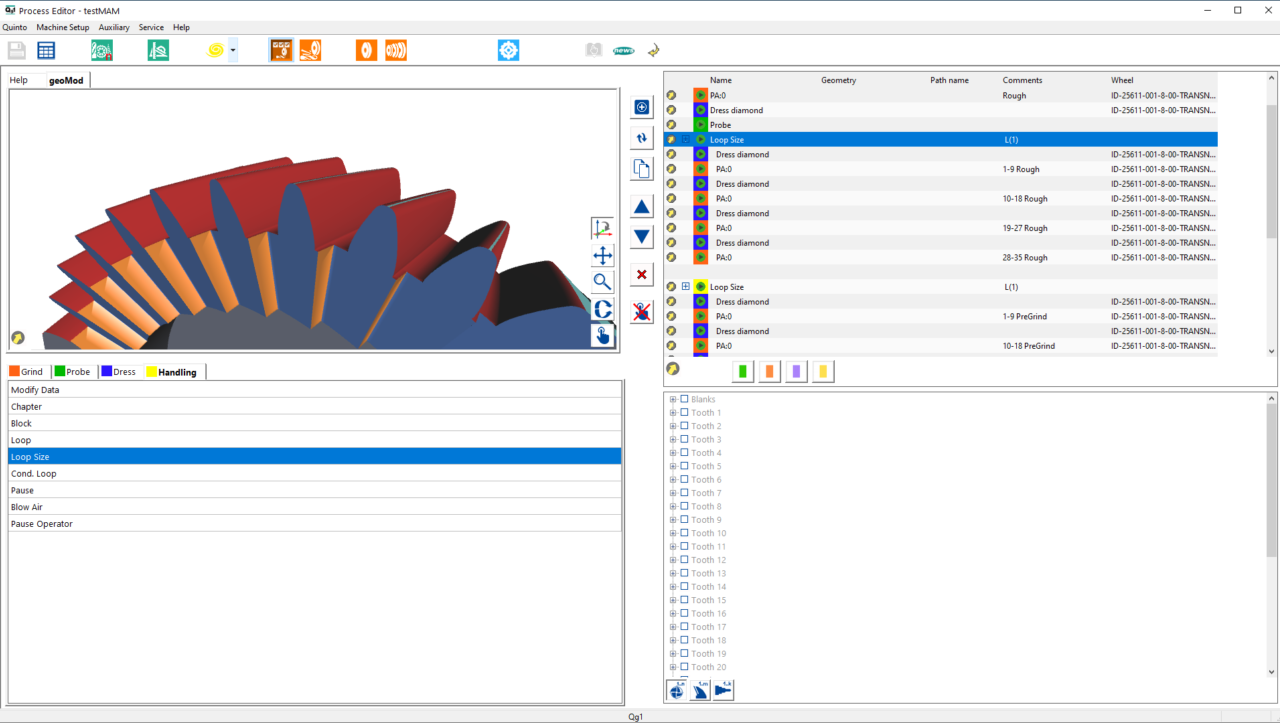
Definition of the grinding apporach in Qg1

Gemini NGM Linear meets every challenge to grind the corresponding high accuracy gear cutting tool.
Profiling of Power Skiving Cutter on SCHNEEBERGER Gemini NGM
The power skiving cutter grinding process is divided into 3 sub-processes; roughing, pre-grinding and finish grinding with spark out. The blank, which is pre-milled depending on the module size, is ground to a radial oversize of 0.08 mm in the roughing process. One flank of the power skiving cutter is ground with six passes, and dressed after every 9 teeth. Pre-grinding is done with 0.04 mm radial oversize. Each flank is now ground with 15 passes, the grinding wheel is periodically dressed after 9 teeth. The continuous start option shifts the starting tooth by 11 teeth at a time. Therefore the newly dressed wheel starts at a different tooth position each time.
Before the final grinding, the grinding wheel is dressed one last time with a higher overlap ratio. Two passes with 0.02 mm infeed each follow, 30 strokes per flank. Subsequently a spark out cycle without infeed is performed using the same parameters. During pre-grinding and finish-grinding, the machine alternates the tooth positions in order to eliminate pitch errors.
Categories
All posts
- GrindingHub 2026 – Thank you for visiting SCHNEEBERGER
- GrindingHub NEWS 5/5: The SCHNEEBERGER Aries NGP grinds and mills ceramic dental implants
- GrindingHub NEWS 4/5: Quinto Qg1 Form Reamers on a new Level
- GrindingHub NEWS 3/5: SCHNEEBERGER’s Sirius NGS Profiles First-Class Indexable Inserts: Threading Inserts and Ball Bearing Grooving Tool
- GrindingHub NEWS 2/5: Next Level of Tap-Production with SCHNEEBERGER Gemini NGM TAP