


Profilage du Power Skiving Cutter en sept étapes
La bonne stratégie de meulage est essentielle pour le profilage de la fraise. Les experts en application de SCHNEEBERGER donnent un premier aperçu à l'aide de l'exemple d'une fraise Power Skiving, HSS, Ø 108,5 mm, L 19 mm, Z35.
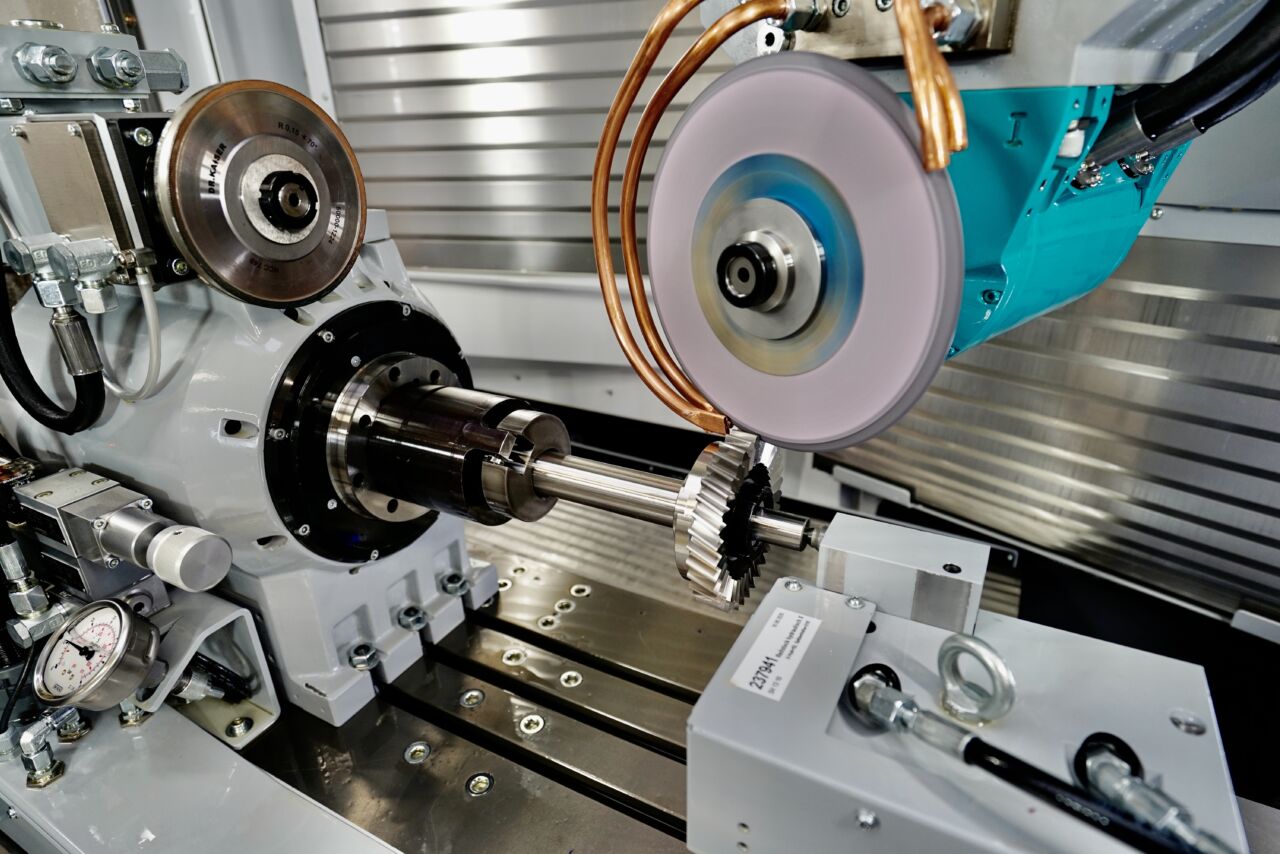
Profilage de l'outil de coupe sur Gemini NGM Linear SCHNEEBERGER
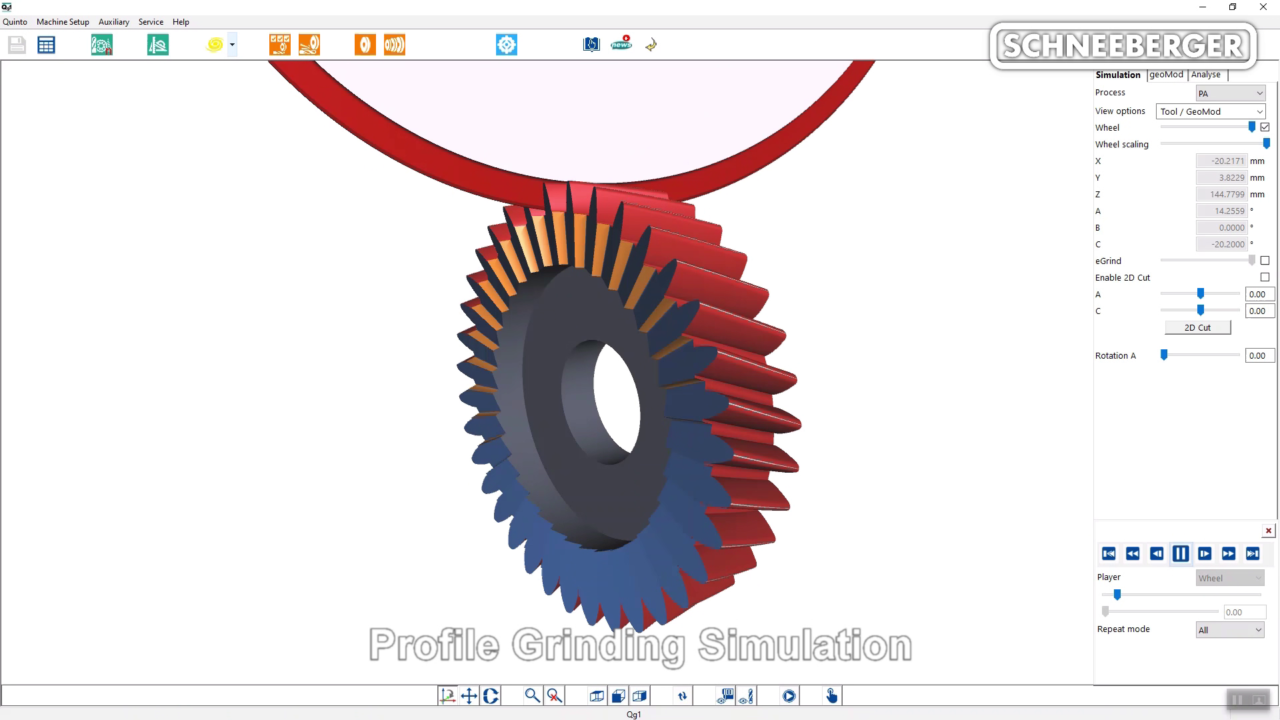
Vue 3D du couteau power Skiving dans Qg1
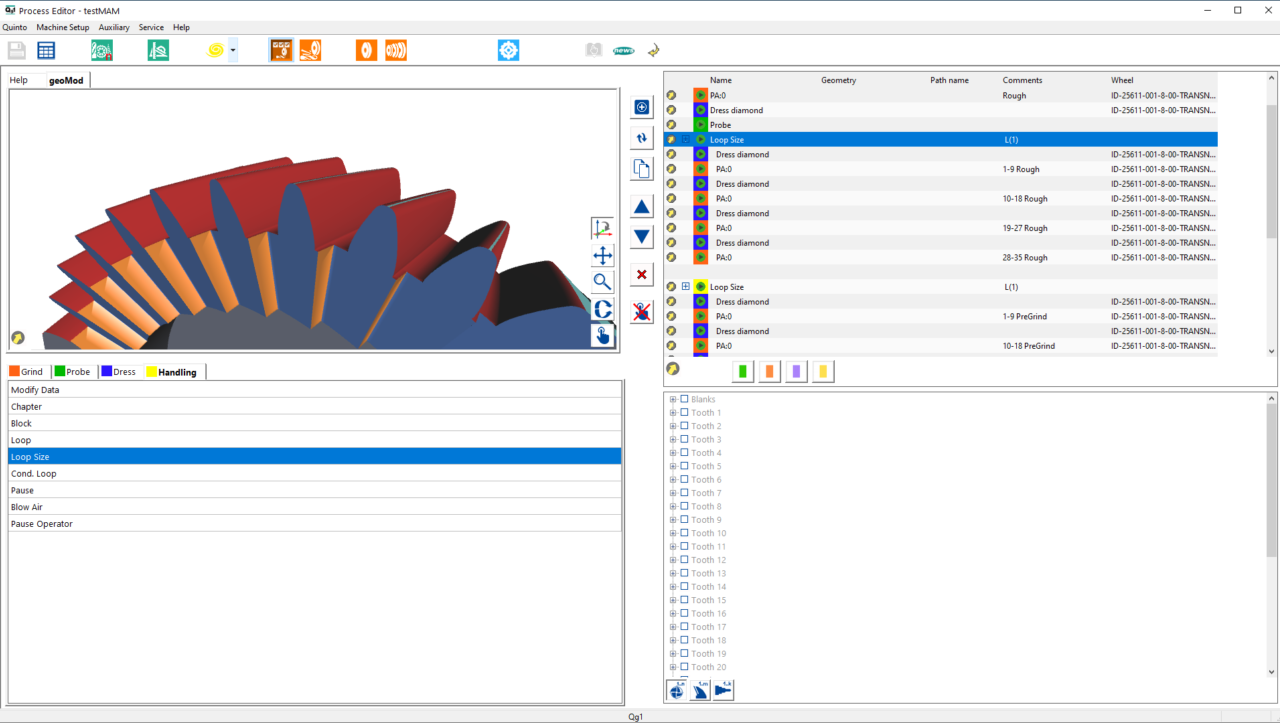
3 Definition Der Schleifstrategie In Qg1

Notre Gemini NGM Linear relève tous les défis pour rectifier l'outil de coupe d'engrenage de haute précision correspondant.
Profilage d’un Couteau Power Skiving sur SCHNEEBERGER Gemini NGM
Le processus de rectification de la fraise à power Skiving est divisé en 3 sous-processus ; ébauche, pré-finition et finition avec étincelage. L'ébauche, qui est pré-fraisée en fonction de la taille du module, est rectifiée à une surépaisseur radiale de 0,08 mm lors du processus d'ébauche. Une denture de la fraise à Skiving est rectifiée avec six passes et la meule dressée toutes les 9 dents. La pré-finition est effectué avec une surépaisseur radiale de 0,04 mm. Chaque flanc de denture est maintenant rectifié en 15 passes, la meule est périodiquement dressée après 9 dents. L'option de démarrage continu décale la dent de départ de 11 dents à la fois. Par conséquent, la meule nouvellement dressée commence à chaque fois à une position de dent différente.
Avant la rectification finale, la meule est une dernière fois dressé avec un taux de recouvrement plus élevé. Deux passes avec une avance de 0,02 mm chacune se succèdent, 30 courses par flanc. Ensuite, un cycle d’étincelage est effectué en utilisant les mêmes paramètres. Pendant la pré-finition et la finition, la machine alterne les positions des dents afin d'éliminer les erreurs de pas.
Catégories
Tous les articles
- Réussir plus ensemble : Le séminaire de service SCHNEEBERGER 2026 à Roggwil, en Suisse
- GrindingHub 2026 – Merci d'avoir visité SCHNEEBERGER
- GrindingHub NEWS 5/5 : L’Aries NGP de SCHNEEBERGER rectifie et usine les implants dentaires en céramique
- GrindingHub NEWS 4/5: Les alésoirs de forme avec Quinto Qg1 passent à la vitesse supérieure
- GrindingHub NEWS 3/5 : Profils Sirius NGS de SCHNEEBERGER : Plaquettes indexables de première qualité : outils de filetage et de rainurage pour roulements à billes