


Profilatura di Coltelli Power Skiving in sette step
La corretta strategia di rettifica è la chiave per una precisa profilatura di coltelli per lo skiving. Gli esperti di SCHNEEBERGER forniscono una prima panoramica utilizzando come esempio un coltello per Power Skiving in HSS, Ø 108.5 mm, L 19 mm, Z35.
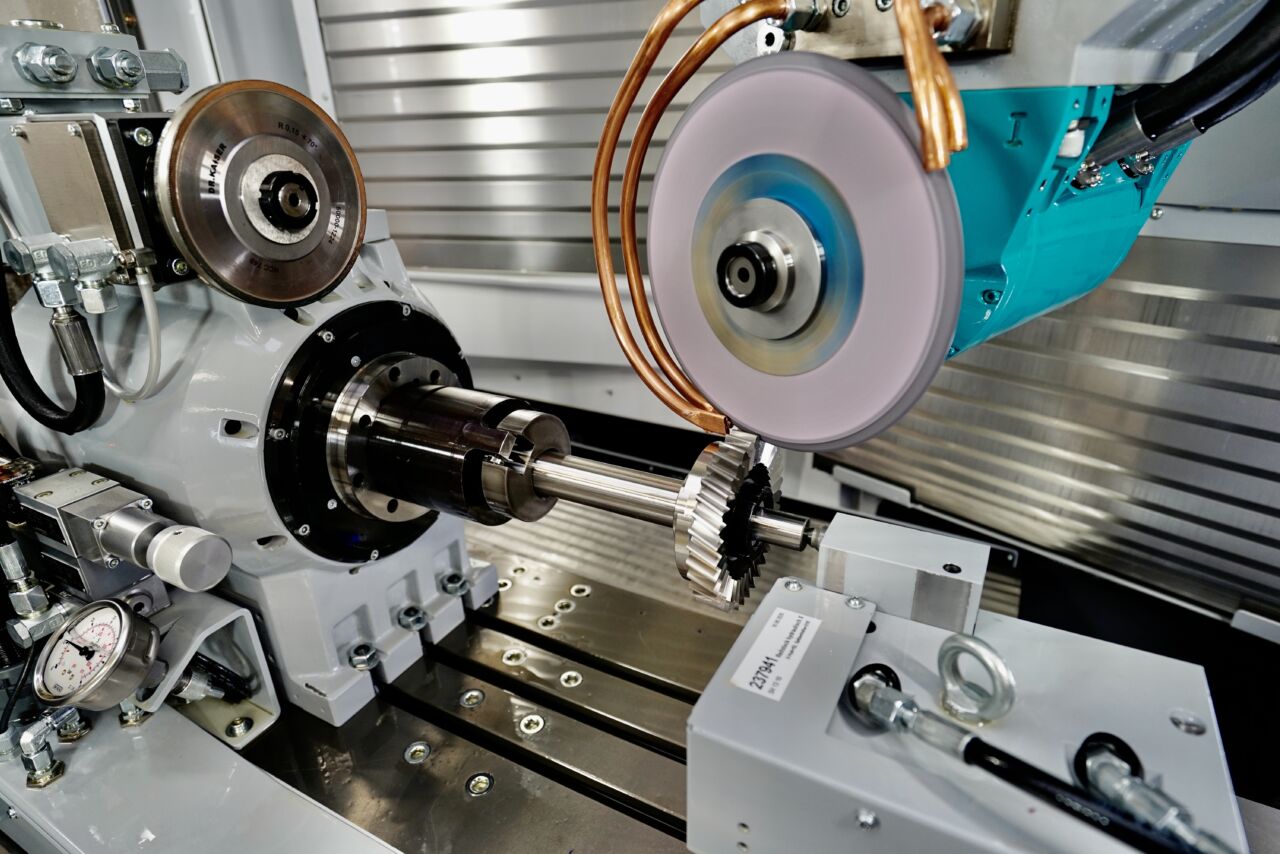
Profilatura di Coltelli Power Skiving sulla Gemini NGM Linear di SCHNEEBERGER
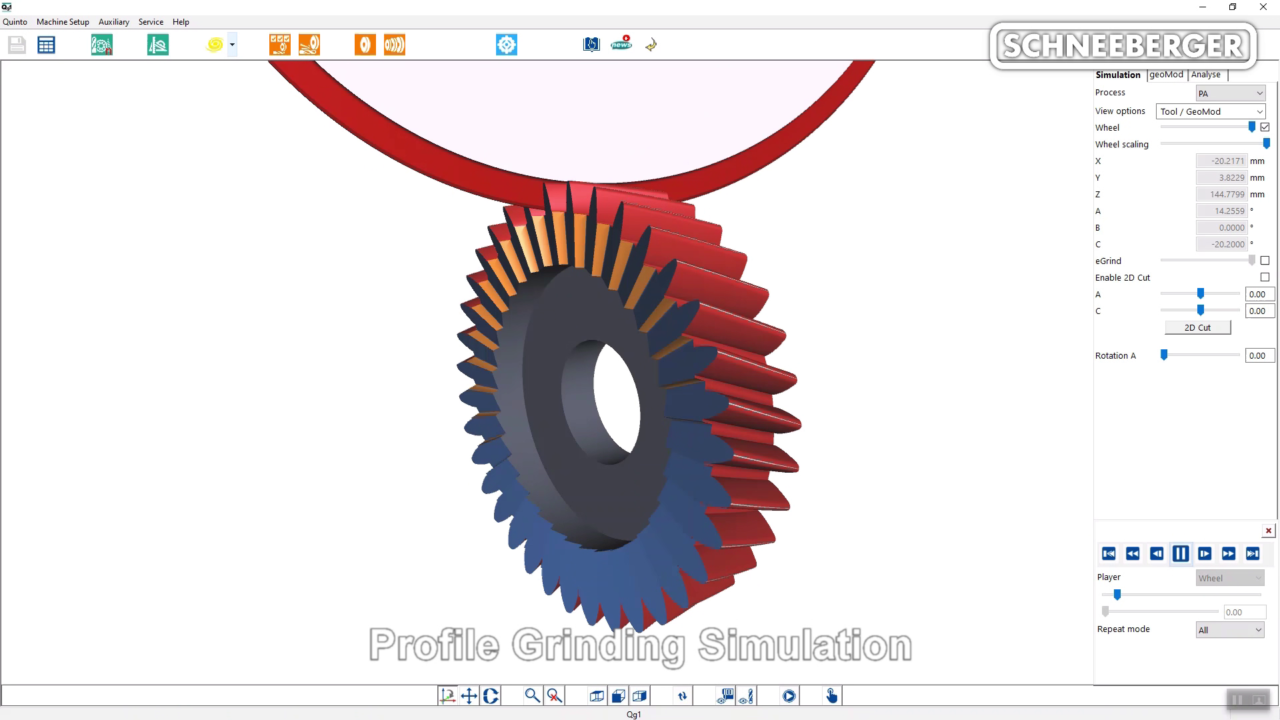
Vista 3D del Coltello in Qg1
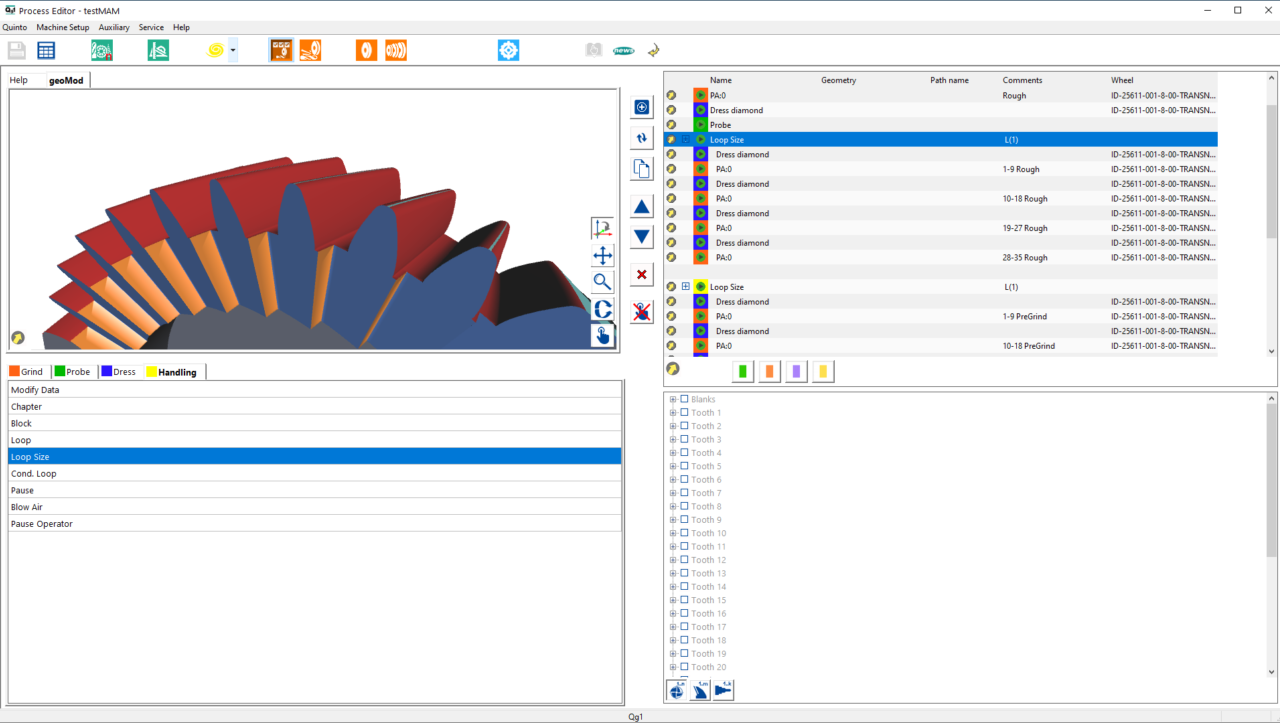
Definizione dei parametri di rettifica in Qg1

La Gemini NGM Linear affronta ogni sfida di rettifica per gli utensili di alta precisione
Profilatura di un coltello Power Skiving sulla Gemini NGM di SCHNEEBERGER
Il processo di profilatura di un coltello Power Skiving è suddiviso in 3 sotto-processi; sgrossatura, pre-finitura e finitura con “spark out” o “spegnifiamma”. Il grezzo, che in base alla dimensione può essere pre-fresato, viene sgrossato fino ad ottenere un sovrametallo radiale di 0.08 mm. Il fianco del coltello è lavorato in sei passate e la ravvivatura della mola avviene ogni 9 denti. Con la pre-finitura si lasciano tipicamente 0.04 mm di sovrametallo radiale. Ogni fianco viene ora lavorato in 15 passate con ravvivatura della mola ogni 9 denti. L’opzione di “continuous start” ruota l’utensile di 11 denti alla volta, per garantire che la mola appena ravvivata inizi da un dente diverso ogni volta.
Prima della rettifica finale, la mola viene ravvivata un’ultima volta con un “overlap ratio” maggiore. Seguono due passate con 0.02 mm di incremento, 30 oscillazioni per fianco. Successivamente viene eseguito un ciclo “spegnifiamma” senza incremento con gli stessi parametri. Durante la pre-finitura e la finitura, la macchina alterna le posizioni dei denti in modo tale da eliminare eventuali errori di passo.
Classi
Ulteriori contributi
- L’unione fa la forza: il Service Seminar di SCHNEEBERGER del 2026 si è svolto a Roggwil, in Svizzera
- GrindingHub 2026 – Grazie per aver visitato SCHNEEBERGER
- GrindingHub NEWS 5/5: la Aries NGP di SCHNEEBERGER rettifica e fresa impianti dentali in ceramica
- GrindingHub NEWS 4/5: Alesatori a profilo ad un nuovo livello
- GrindingHub NEWS 3/5: La Sirius NGS di SCHNEEBERGER per la profilatura di inserti intercambiabili: inserti per filettare e inserti per le sedi dei cuscinetti a sfera