


Rectification cylindrique
Rectification cylindrique intérieure, rectification cylindrique intérieure, rectification de contour ou rectification de filetage.
Des cycles standardisés avec saisie de paramètres ou opérations de rectification cylindrique programmées sont disponibles.
Les machines 5 axes SCHNEEBERGER utilisent des meules de rectification standard ou des meules de forme spécialement redressés.


Rectification cylindrique
Rectification cylindrique extérieure comme la rectification d’écroutage, la rectification longitudinale, la rectification en plongée droite, la rectification en plongée inclinée ou la rectification transversale. Tous ces processus peuvent être directement utilisés avec des meules de rectification redressés sur la machine. Grâce à la mesure très précise automatique du diamètre, il est possible de rectifier la cote finale en un seul cycle.
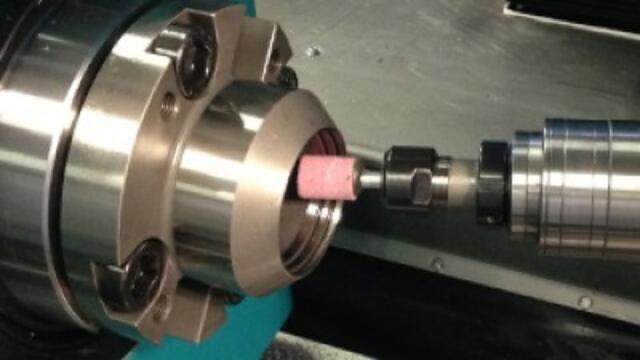
Rectification intérieure
Les broches haute fréquence jusqu’à 90 000 tr/min et le concept 5 axes des machines SCHNEEBERGER complètent parfaitement la rectification intérieure.

Taraudage
Taraudage en pas avec calcul et redressage des meules de rectification au choix. La forme de filetage est définie à l’aide de la saisie de paramètres ou pour les filetages spéciaux avec un profil DXF.

Rectification non cylindrique / Rectification de contour
La rectification de contour peut être réalisée tant sur des contours extérieurs que sur des contours intérieurs. Le contour rectifié est édité par le logiciel QUINTO Qg1 par des données de profil au format DXF ou STEP.

Rectification circulaire de profil
Les géométries complexes sont rectifiées par rectification circulaire de profil avec des meules de rectification standard ou en utilisant des meules de rectification profilés pouvant être dressés directement sur la machine.