


仅需几步,即可轻松完成强力车齿刀的轮廓磨削
正确的磨削方案是车齿刀轮廓磨削的关键。施利博格的应用专家以一把样刀来举例说明,谈谈我们初步的见解:高速钢材质,直径108.5mm,厚度19mm,齿数35。
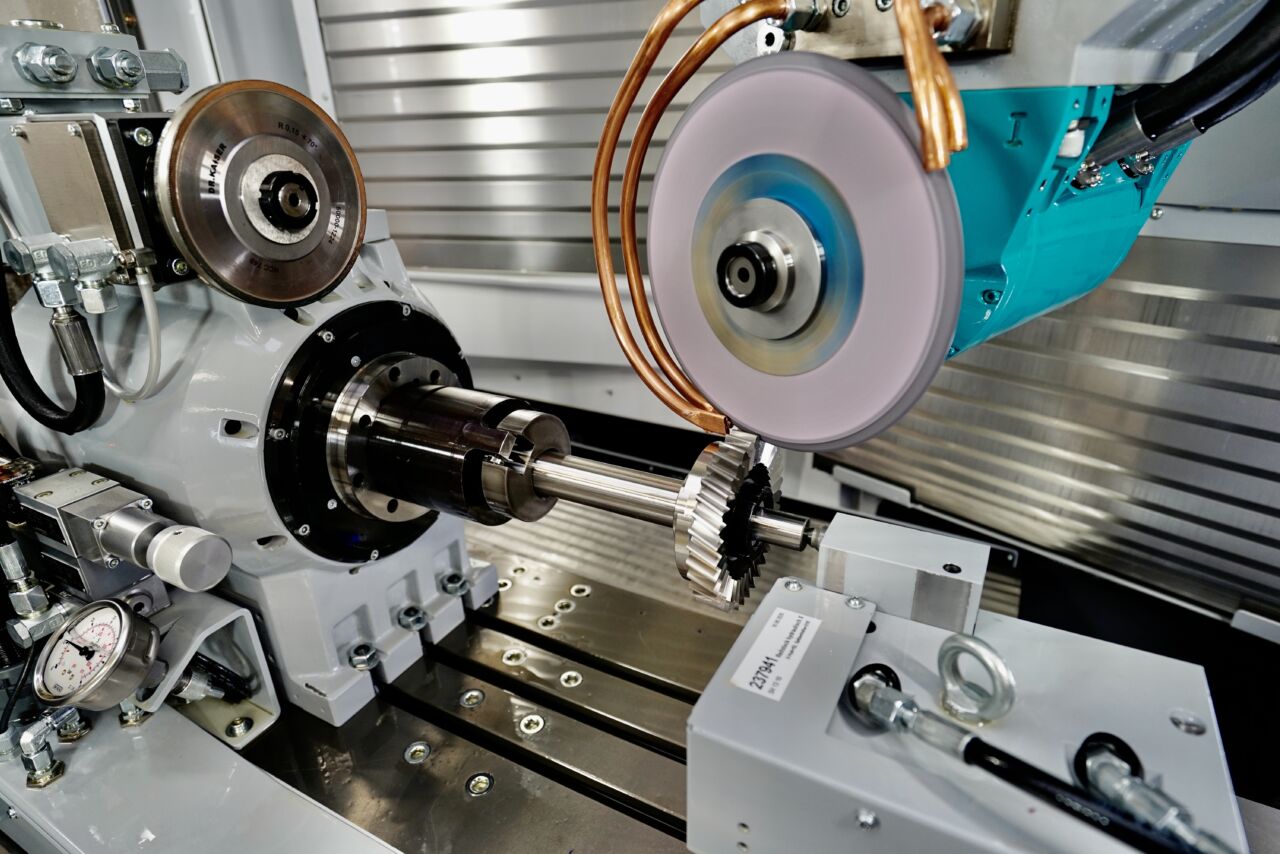
施利博格gemini NGM全直线电机磨床进行车齿刀轮廓磨削
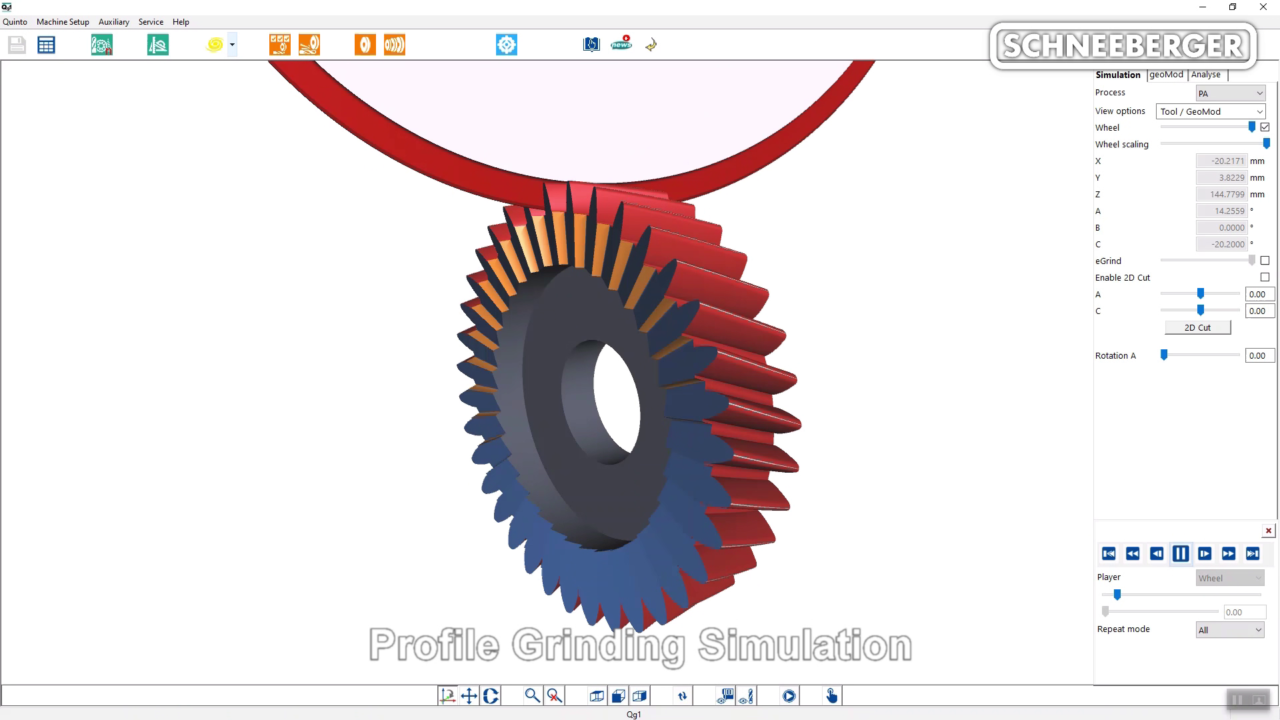
Qg1软件中的车齿刀3D模拟
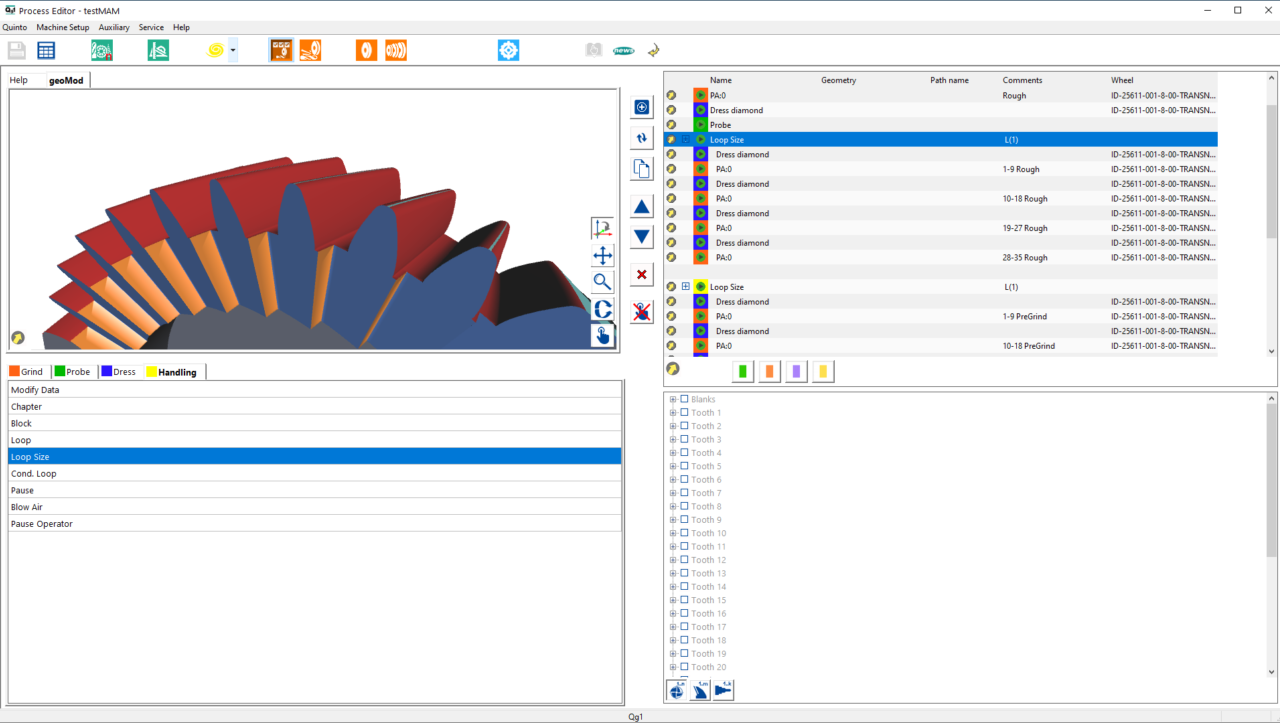
在Qg1软件中定义磨削参数

Gemini NGM全直线电机磨床轻松应对各类高精度齿轮刀具磨削
使用施利博格Gemini NGM全直线电机磨床进行强力车齿刀的轮廓磨削
强力车齿刀的磨削过程分三步:粗磨、半精磨、精磨及抛光。在粗磨步骤中,将根据模数大小预铣出的毛坯在径向留出0.08mm的余量,每个齿侧需要进行6次磨削,且每磨削9个齿后需要对砂轮进行一次在线修整。半精磨步骤后,磨削余量剩余0.04mm,每个齿侧需要进行多达15次磨削,仍然每磨削9个齿进行一次砂轮修整。为了减少累积误差,砂轮修整后起刀齿可程序指定。
在最后的精磨抛光步骤开始之前,需要对砂轮进行最后一次修整,使其具有较高的重叠率。这一步骤共需2次磨削,每次磨削余量0.02mm,每个齿侧30冲程。随后,使用相同的参数执行无进给的抛光循环。在半精磨和精磨抛光步骤中,机床须交替选择不同的齿位开始磨削,以消除分度累积误差。